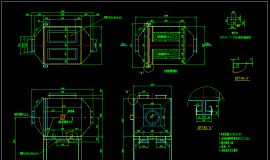
ˮ�����豸solidworks��άͼ�⣨�����豸���ú���ܣ� �ҷ��ִ��ʹ��solidworks��

������ʵ�ù��ߡ�--��ˮ�������ռ����飬��������վ������������������������������

108����ˮ������������flash��ʾ,�����ڸ��ַ���������PPT���ܼ����̼�����ʾ�ȡ� ��

[hr]�������ƣ���ˮ����ͼ�⡷CAD��ͼ��� Ŀǰ�汾��V2.3-2023.01 ���ö���ˮ

Ϊ�˷�����ͬʱ���ر�վ�ṩ800�ݻ������棬�����ļ������������ջ�����

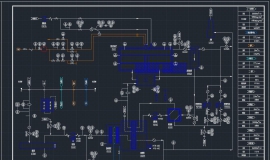
��ʽ����̿����ϵͳ�����ڸ����л���������������Ƶ�ϵͳ����ά���������㣬����̿��

����̿����������--��������ң�����̿�������������㣬��ˮ��������Բο�����á�

˵�����л�����(VOC)��������ͼ��Ӣ�ĵģ�����������DZ������̵����ݡ� ���ص�ַ��
 [��������]
[��������]
| |
| |


|
|
�������� | ��Ȩ���� | ��Ȩ���� | �������� |
��վ��Ϣ���ɻ�Ա��������������վ����������ֹ�����κ�Υ����Ϣ�����ۣ����а�Ȩ��������ϵ��վ����Ա�� Copyright © 2010- ���һ���ѧ����http://www.25hb.com����Ȩ���� All Rights Reserved. |
||||||||
Powered by Discuz! X3.4© 2001- Comsenz Inc.