一、概述
食品加工厂排放的工业废水具有COD 高、SS 含量多、温度高、酸性大等污染特点,属于高浓度农产品加工废水。污水处理站设计能力为日处理废水达能力到150-600吨。采用清液法工艺处理,加强预处理、采用新型厌氧技术,同时考虑热量平衡、SS 平衡等问题。这样,大大降低厌氧的投资和占地及运行费用,保证了厌氧系统设备的使用寿命;并且保证了厌氧段COD去除率更高,好氧段的出水达标。经过处理后废水,可日产沼气200立方米(能满足食堂能源消耗),回收中水12吨, 3-5吨,排放水COD≤300 mg/L,达到环保部门的排放标准。
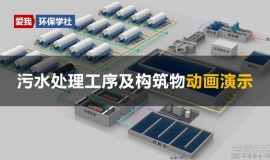
二、工艺流程
(一)污水处理工艺流程
食品公司污水处理站整体解决方案

1、预处理单元
格栅池
主要功能:拦住固体颗粒物、悬浮物等,过滤和沉淀物一起经离心机分离脱水,脱水后的固形物经锅烧炉处理。
有效水力停留时间:2 min,格栅机定时运行;
设备:格栅机1台。
沉砂池
主要功能:利用重力法去除污水中的泥砂,防止泥砂对后继管道、阀门、泵、换热器等设备的磨损、堵塞,防止泥砂在厌氧反应器内的沉积,减少厌氧反应器的有效容积及去除效率。
有效水力停留时间:75min;
设备:除污泥泵1台。
集水池
主要功能:将一段时间内车间排放废水的水量、水质浓度、酸碱、温度等进行均质均量调节,不受废水高、低峰流量或浓度变化影响,确保废水处理构筑物正常运行。
水力停留时间为:12h;
设备:搅拌泵1台
2、厌氧系统
EGSB厌氧反应罐
主要功能:利用反应器内高活性厌氧微生物有效地去除废水中的有机污染物,使可厌氧降解的物质尽可能地去除,减少后继单元负荷,产生的沼气用于回收。使COD 在厌氧段的总去除率大于95%以上,减轻好氧的负荷,以致降低运行成本。
水力停留时间:30h;
设备:流量为20m3/h,扬程8m,不堵塞耐腐蚀污水泵2台。
沼气罐
主要功能:收集厌氧反应罐生产出的沼气并供给食堂使用。
设备:蜗轮压气机1台,5倍压缩比。
3、好氧系统
曝气池
两个池,主要功能:提高反应器的充氧能力和污泥活性来满足短时间内生物快速降解前段出水中含的有机污染物,从而实现提高生化反应效率,达到高效率的处理目的。
水力停留时间:18h;
设备:轴流式鼓风机2台,循环泵2 台。
污泥池
主要功能:进一步除去废水中的污染物,确保废水稳定达标排放,在曝气的的作用下利用好氧生物将污水中剩余的有机物氧化成CO2 和水,同时去除N 和P,使各项控制指标达标。
水力停留时间:18h;
设备:轴流式鼓风机2台,污泥泵2 台。
三、控制系统设计
根据设计要求,控制系统设计采用集中控制和分散自调节控制相结合。集中控制部分,由PLC接收传感器(如温度计、溶氧仪等)信号,然后再工艺设计的要求控制风机、水泵的运行。分散自调节控制部分,由传感调节器直接控制执行机构和设备,如甲烷仪控制厌氧反应器上沼气排气阀。